求助一下大家,钻孔的光洁度问题
车工吧
全部回复
仅看楼主
level 4
大叔不太大😁
楼主
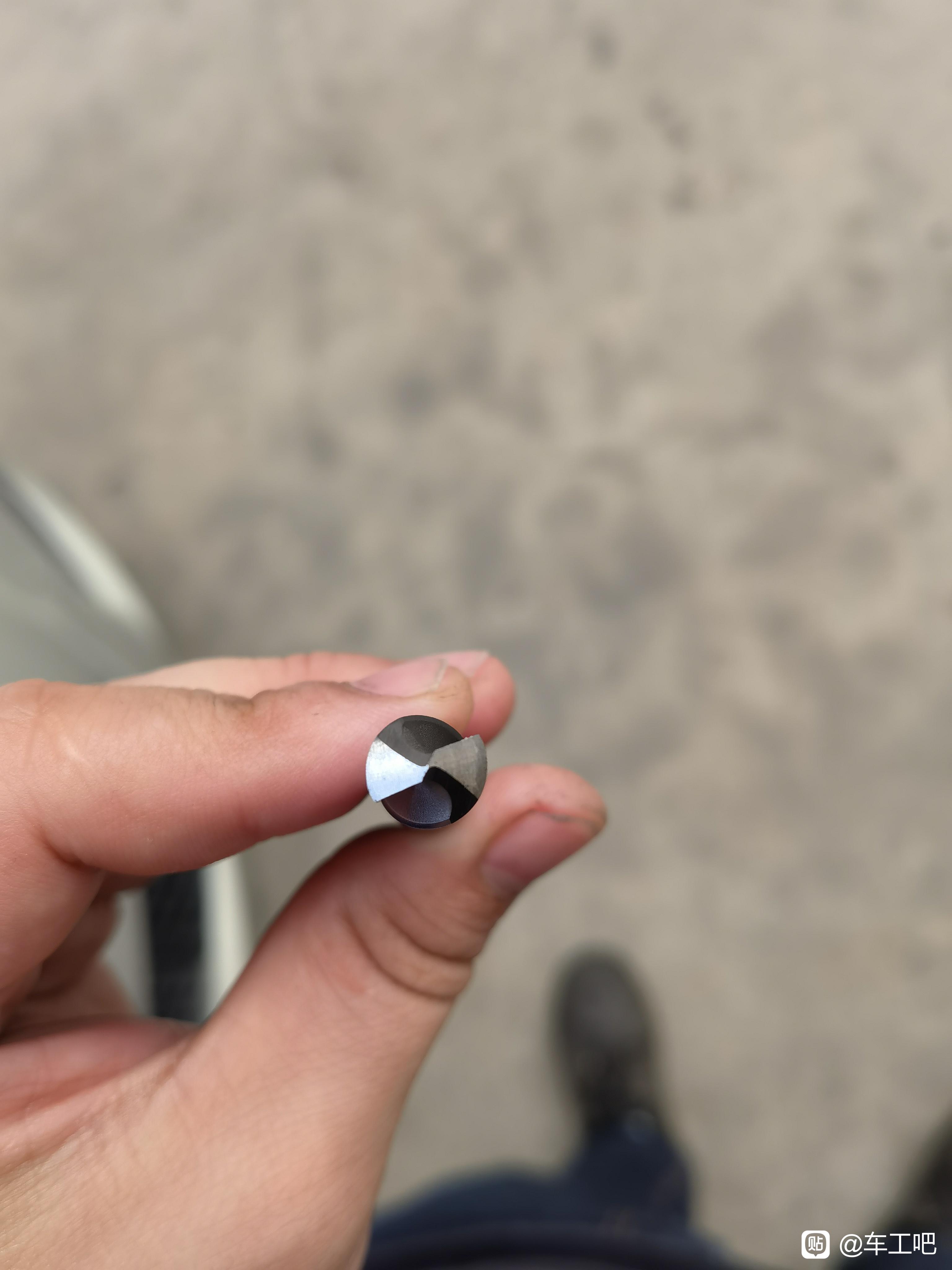
液压50的摇臂钻,新的床子,材料45钢,孔都是在13mm以内的,批量产品,想提高一下孔的光洁度,一般10mm,转速320-400,进给0.13-0.16mm/r,切削液是半合成的那种,就是半透明的。但是出来的孔光洁度不好,会有小圆圈,有时候挺粗糙的,想问下各位师傅,怎么才能提高光洁度呢?钻头我自己磨的,下面上个图,大家指点一下。谢谢啦
2022年04月04日 15点04分
1
level 5
小锅锅锅
刀不光,,钻头用磨的砂轮合金的靠一下,不过要修光砂轮,
2022年04月04日 22点04分
2
大叔不太大😁
这两天我试一下,我用不二越的一个钻头,钢磨完(普通砂轮)就可以很亮,包括切屑都亮晶晶,但是打十几个孔就不行了,而且这种钻头很容易蹦刃口
2022年04月05日 02点04分
小锅锅锅
@大叔不太大😁
额 用油石擦刃口,钻头尖,
2022年04月05日 03点04分
大叔不太大😁
@小锅锅锅
谢谢指导,我试试
2022年04月05日 04点04分
level 13
qwan210
买个好一点的钻头试一下
2022年04月05日 00点04分
3
大叔不太大😁
这支是钴领的,205系列
2022年04月05日 02点04分
qwan210
@大叔不太大😁
搞个合金钻头,或者铰刀修一下看看
2022年04月05日 05点04分
大叔不太大😁
@qwan210
这样搞会好,但是不适合批量产品啊,每件产品,几十到一百多孔不等
2022年04月06日 05点04分
qwan210
@大叔不太大😁
还是选择好一点的钻头看看
2022年04月06日 06点04分
level 14
没事搞起耍🐼
用钨钢钻,转速提高试试
2022年04月05日 03点04分
4
大叔不太大😁
钨钢的,不适用手动床子,太容易蹦刃口了,
2022年04月05日 04点04分
吧务
level 14
shine少昊
进给慢一点,钻头两刃要对称均匀切削,最后油石修光刃口
2022年04月05日 06点04分
5
大叔不太大😁
我一直在想一个问题,就是我这个问题到底是钻头钻的时候本身问题,还是钻完排屑不好,铁屑二次挂花的
2022年04月06日 06点04分
shine少昊
@大叔不太大😁
磨成群钻吧,断屑省力效率都有了 但是不好磨
2022年04月06日 06点04分
大叔不太大😁
磨过
2022年04月06日 11点04分
大叔不太大😁
@shine少昊
后面更新了以前磨的群钻,指导一下
2022年04月06日 11点04分
level 8
奔跑的阿睿
线速度
2022年04月05日 14点04分
6
大叔不太大😁
就是转速跟进给相乘的这个速度吗
2022年04月06日 05点04分
奔跑的阿睿
不是,需要算的。线速度低会导致切削性能下降,降低表面光洁度。 你这种钻头很普通,一般只能获得角6.3的光洁度,高级一点的合金钻,粉末钻,加高精度的主轴可以得到3.2甚至1.6的光洁度
2022年04月06日 06点04分
大叔不太大😁
@奔跑的阿睿
好吧,这个是钴领205系列的,过几天买个粉末钻试下
2022年04月06日 11点04分
level 9
等下一次心动吧
转速200多会不会好一点你这钻头磨的应该没啥毛病
2022年04月06日 03点04分
7
大叔不太大😁
慢会光一些,只是效率有点低
2022年04月06日 05点04分
level 3
贴吧用户_7Q8DVGb
钻头磨的对称,刃带角用油石背背能好点
2022年04月06日 08点04分
8
level 4
大叔不太大😁
楼主
2022年04月06日 11点04分
9
shine少昊
挺好的,钻尖可以在高一点
2022年04月06日 11点04分
大叔不太大😁
@shine少昊
学习了,感谢
2022年04月06日 11点04分
1