阀门法兰面太费刀了
数控车床吧
全部回复
仅看楼主
level 8
尛笨蛋麒
楼主
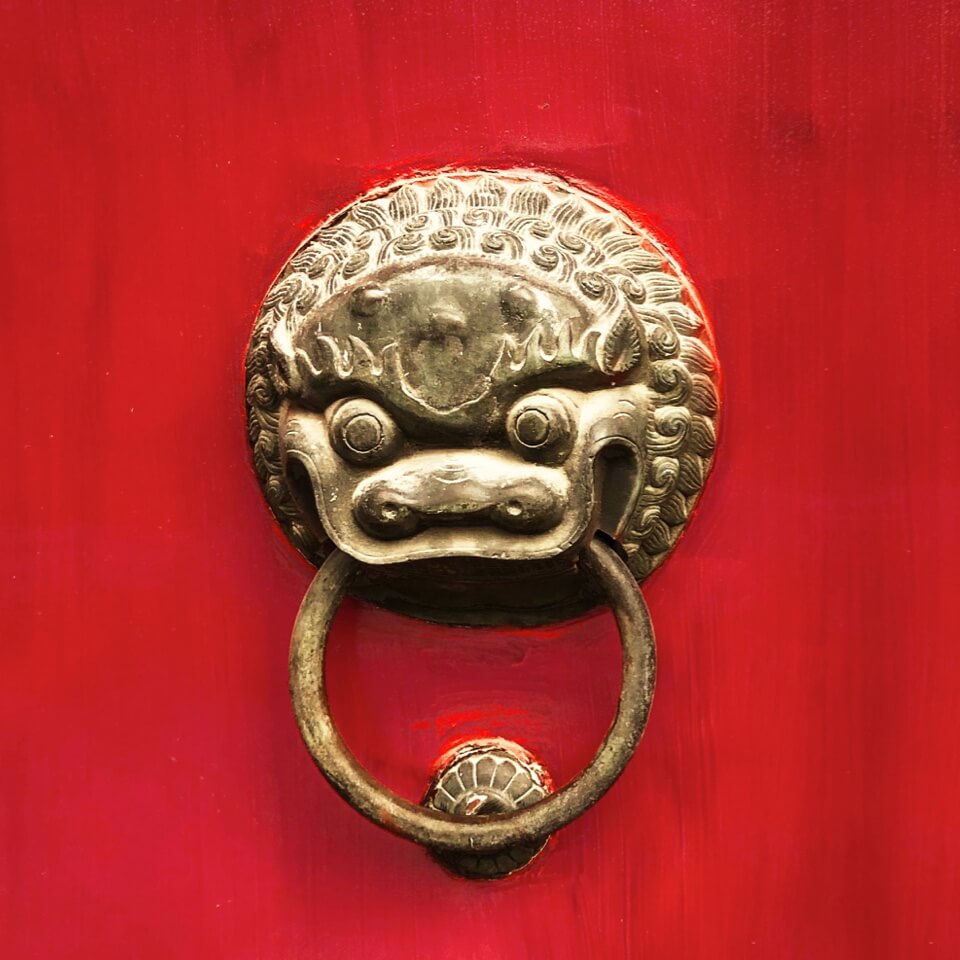
0.8的刀片 一个头两三个就没了 有些毛坯偏的一个刀头就没了 平面时转速120 F20
怎么能延长刀片寿命
2021年03月15日 04点03分
1
level 5
你的名字kl☜
质量太差没办法,老板不买好刀片
2021年03月15日 05点03分
2
你的名字kl☜
回复 回收数控刀具😘 :和我们老板一样
2021年03月15日 08点03分
尛笨蛋麒
就这个破刀片 老板还说我用多了 说什么要维护刀片 靠
2021年03月15日 13点03分
level 7
GamTsing
用恒线速试试
2021年03月15日 05点03分
3
level 12
∅瘾君子
用1.2的刀尖
2021年03月15日 05点03分
4
尛笨蛋麒
一点二的刀尖 车阀门未试过 但是想这种端面通孔 会好用吗?应该可以叫老板买点
2021年03月15日 13点03分
∅瘾君子
@尛笨蛋麒
端面通孔断续加工,很废刀片
2021年03月16日 00点03分
level 6
跑456qwe
铸铁的?
2021年03月15日 05点03分
5
尛笨蛋麒
不锈钢的
2021年03月15日 13点03分
level 10
缠绵游戏💤
45度刀,从里往外车寿命翻几倍。
2021年03月15日 06点03分
6
尛笨蛋麒
因为端面有个2毫米台阶 并且要求直角 上面倒角尽量小 从里往外我不好下刀
2021年03月15日 13点03分
level 10
81谁主沉浮
退火,喷沙,把养化层去掉
2021年03月15日 06点03分
7
他们是神
不锈钢退火喷砂,你也是想的出来
2021年03月15日 09点03分
81谁主沉浮
@他们是神
你哪只眼睛看到写了不锈钢?
2021年03月18日 00点03分
他们是神
@81谁主沉浮
我做十年阀门看不出来是什么材质,你在看看楼下楼主发的内容。沙雕懂吗?
2021年03月18日 01点03分
81谁主沉浮
回复 ▫投降输一半 :你这**,那里冒出来的
2021年03月18日 05点03分
level 9
FCck195
你这 钻了孔 再车的?不坏刀 怎么可能了呢
2021年03月15日 09点03分
8
尛笨蛋麒
没有 毛坯铸造就是有的螺丝孔
2021年03月15日 13点03分
FCck195
@尛笨蛋麒
有孔 是断续切削了
2021年03月15日 14点03分
level 6
后天我就走🌻
你们这工艺 啧 …啧 先车加工后打孔呀
2021年03月15日 09点03分
9
1107799082
这是铸造的螺栓孔,
2021年03月15日 12点03分
尛笨蛋麒
对的 是铸造厂出来就要的
2021年03月15日 13点03分
level 10
你搞错了吧
断续切削,打刀,工艺狗屎
2021年03月15日 09点03分
10
尛笨蛋麒
温州这边 这些阀门厂 都是这么拍的工艺 我刚接触这个 也不懂
2021年03月15日 13点03分
level 2
♬霸王无敌枪
75度刀杆!
2021年03月15日 09点03分
11
level 2
♬霸王无敌枪
还做气缸体?
2021年03月15日 09点03分
12
尛笨蛋麒
对 里面内孔车床车 外面孔上加工中心
2021年03月15日 13点03分
level 5
电机工程师
做铸铁这个花纹的刀不行
2021年03月15日 12点03分
15
level 6
说谎的流星彡
断续加工,换45度刀车,
2021年03月15日 13点03分
16
尛笨蛋麒
感谢老哥 教我
2021年03月15日 13点03分
level 10
1107799082
加工量不大,主要是断续车削震动大,要么就用大R角刀片,要不就用这种刀杆刀片,增加接触面,能减少震动。
2021年03月15日 13点03分
17
尛笨蛋麒
对的对的余量其实没有多少法兰这面先车 余量不偏很多的情况下 也才一个多点到两个的样子 谢谢老哥给我看得刀片刀杆 我去和老板商量下叫他买
2021年03月15日 13点03分
缠绵游戏💤
@尛笨蛋麒
就是这种刀,记得用0.8的
2021年03月15日 14点03分
1
2
尾页

![[泪]](/static/emoticons/u6cea.png)