level 7
Dark_Guitar
楼主
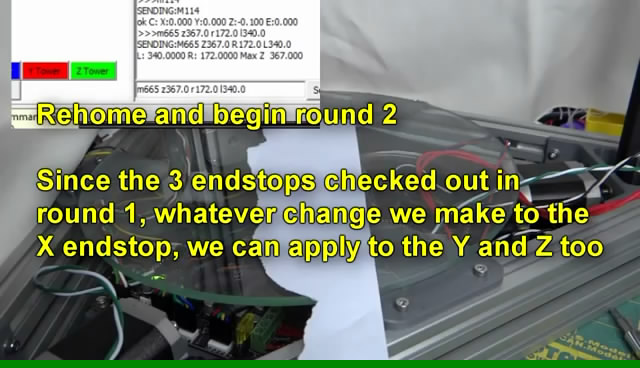
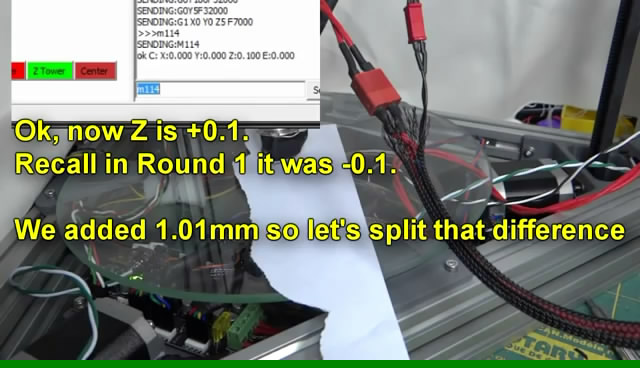
好心人发布了 Manual Delta Calibration using M665 and M666.mp4视频,看起来很不错,但是是英文的,所以有的人还不知道它的好,还在苦苦的研究拎螺丝和研究自动调平。
M666不光可以帮助我们把delta机型的调平轻松解决,而且是一劳永逸,就是很好用,然后进一步解决打印尺寸精度的问题。
2015年03月30日 13点03分
1
M666不光可以帮助我们把delta机型的调平轻松解决,而且是一劳永逸,就是很好用,然后进一步解决打印尺寸精度的问题。



![[乖]](/static/emoticons/u4e56.png)

![[啊]](/static/emoticons/u554a.png)















![[大拇指]](/static/emoticons/u5927u62c7u6307.png) !
!