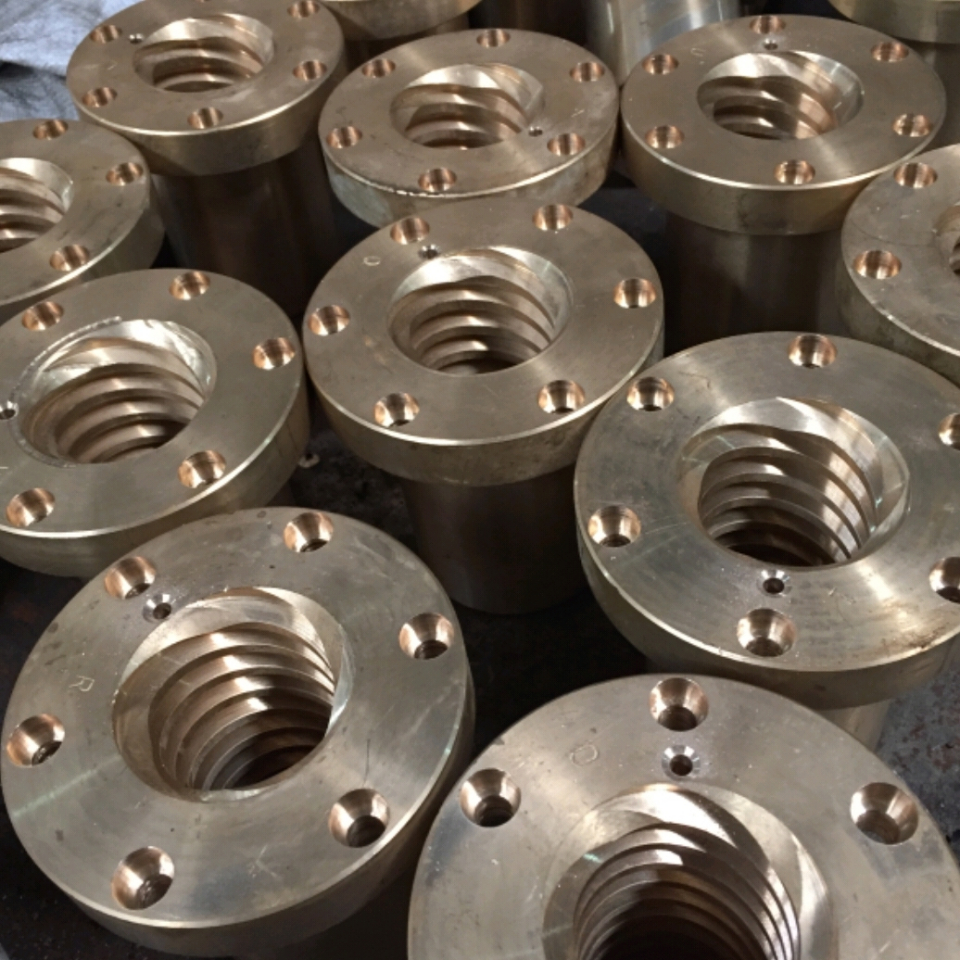
求助:如图所示
数控车床吧
全部回复
仅看楼主
level 10
PDHK
楼主
数控车床,用什么刀子能达到3.2的粗糙度,能加工一次保证尺寸吗
2014年04月10日 09点04分
1
level 10
盗号者销户口本
能加工一次保证尺寸吗 能 我猜的 没做过 只做过45号钢
2014年04月10日 09点04分
2
level 12
一只老白兔🌻🌻
小问题,
2014年04月10日 09点04分
3
一只老白兔🌻🌻
刀子随便,差不多的就行,尺寸也好做
2014年04月10日 09点04分
PDHK
回复 青菜萝卜豆腐干 :关键是车不光
2014年04月10日 09点04分
踏雪20123
刀子不对。。
2014年05月08日 13点05分
踏雪20123
回复 踏雪20123 :tn60上。
2014年05月08日 13点05分
level 8
遗忘的节奏love
用R0.2的刀,转数在2500+,进给200到250,吃刀量在0.2到0.3左右能做到了
2014年04月10日 10点04分
4
随风吹🌿
转数太高 应该到1000就行进给达到90就行
2014年07月23日 02点07分
level 12
一只老白兔🌻🌻
转速一千以上,进给0.2,机夹刀r0.8,
2014年04月10日 10点04分
5
塑料搅拌机😇
R角太大了,毕竟直径只有20多。
2014年04月10日 14点04分
一只老白兔🌻🌻
回复 普通版__ :没事,大点不碍事,刀尖小的就没那么光
2014年04月10日 14点04分
qdtea
刀尖越小越光啊,只是不耐用。好像反了吧
2014年05月08日 14点05分
level 10
PDHK
楼主
用一把刀吗?
2014年04月10日 10点04分
6
随风吹🌿
外圆刀 转数1000以上进给80以上
2014年07月23日 02点07分
level 10
PDHK
楼主
还有就是用机加切断刀切不光
2014年04月10日 10点04分
7
啦啦啦🔯呜啦啦
批量?车断随便,倒头不需要装夹倒角?
2014年04月10日 10点04分
PDHK
回复 涛涛の新的开始 :想一刀下,只装夹一次
2014年04月10日 10点04分
啦啦啦🔯呜啦啦
回复 PDHK :有个角不用倒?切断光洁度不行,刀磨好了能干几十个
2014年04月10日 10点04分
PDHK
回复 涛涛の新的开始 :可以用切断刀倒啊,用机加刀
2014年04月10日 10点04分
level 10
啦啦啦🔯呜啦啦
20#材质太软,高速,吃刀量不能少了
2014年04月10日 10点04分
8
最毒詹皇
哈哈。在这看到你了大吧主!
2014年04月10日 14点04分
level 12
滑溜刘
一次装夹可以切下五六件,切断面的内角是肯定得再装夹一次倒角的,或用仪表车倒里面的内角,够快,我用数控仪表车气动筒夹倒这样的内角,一小时可以倒三百件以上,最快时可以倒将近四百件
2014年04月10日 11点04分
9
PDHK
回复 羽尘ghost :外圆倒角怎么办
2014年05月14日 14点05分
level 11
GJH1259455213
闭著眼干
2014年04月10日 12点04分
10
GJH1259455213
回复 南墙小草 :
2014年04月10日 13点04分
level 9
910739691
3.2有点走刀纹没事,闭眼睛干OK了。
2014年04月27日 22点04分
11
level 10
PDHK
楼主
数量大
2014年05月14日 14点05分
13
level 2
你会不会在射手
求助三角函数公式不会用会的教教我
2014年06月08日 14点06分
14
level 2
李志冬13697
问题不大的
2014年07月23日 01点07分
16
level 6
随风吹🌿
用比较好的外圆刀
2014年07月23日 02点07分
17
level 1
dreamjoyhu
我们干17内孔20号钢球化退火冷拉钢管是2600转干 问题不大 要粗糙度好就加精修的刀片
这个活直接上冷拉20号钢钢管 一次装夹多做几个 把内侧的倒角一次做出来 然后上平磨一蹭结束 精度高 尺寸稳定还快
2014年07月23日 02点07分
18
level 4
菊花捣捣主
先随便刀粗车只留0.5,然后上精车刀,差不多的光洁度就行了,我经常用精车刀片车东西,发现余量越少越粗糙
2014年08月05日 16点08分
19
level 2
7878207
手磨刀 转速高 进给大
2014年08月23日 13点08分
20
1












![[黑线]](/static/emoticons/u9ed1u7ebf.png)